

别再等待了,仅仅一分钟,就能通过我们的球墨铸铁管_K9球墨铸铁管一站式厂家产品视频探索到无数令人心动的细节和亮点。
以下是:球墨铸铁管_K9球墨铸铁管一站式厂家的图文介绍



把表面涂平滑并且加上一些水或覆盖一层湿布,以防水泥干得太快而产生裂纹。心球墨铸铁管的喂线球化工艺是个什么工艺,应该如何做试验,应该如何试验研究呢?今天小编就给您详细介绍一下应该如何试验。 喂线法是将包有合金元素的包芯线直接插到铁液中,生产球铁,喂线机可以预置喂线速度喂线长度等参数,整个球化处理过程可以完全自动化。针对喂线球化中喂线速度铁液成分与喂丝量之间的关系,球化温度包芯线的性能以及球化污染状况等进行了试验。试验工艺流程喂线试验工艺流程。喂线工艺流程Fig Schematic of wire feeding process喂线球化丝线为φ mm,外包皮用厚度为0 mm的低碳薄带钢制作,内含球化材料,它是以螺旋卷状形式供应的。喂线机能把丝线按照一定的速度长度供给球化包。当喂线机速度和长度调整好以后,把盛有加热好铁液的球化包用平板小车运至球化包盖下,盖上包盖,操作喂线机,球化开始。包盖的作用是将球化过程中辐射出的强烈光线遮挡住,并能在很大程度阻止球化时散发热量,以减少球化温差。喂线完毕,待反应结束后,提起包盖,将球化包送出。若球化后取样,快速分析其成分不合格,还可以在短时间内补加丝线。



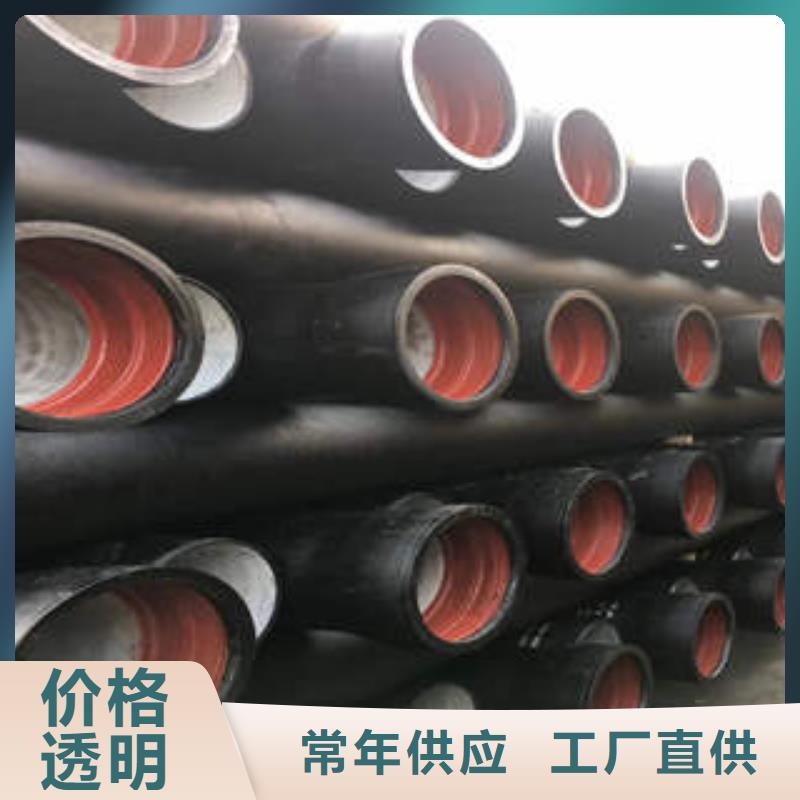
给水球墨铸铁管的每一根管道,都是经过高质量检验以后,才流入售出的。如此严密的管道,也更让人放心。不单如此,给水球墨铸铁管它本身具有的高抗腐蚀性能,更是其他铁管道所不及的。它的抗腐蚀,更大限度的保障了每一位城市居民所饮用的水源,是完全不会存在任何铁锈杂质的。不仅水源得到了的保障,天然气体的供应,也是及时满足的,不会出现任何供应不足的状况。 在人们运输时害怕的是自己运输的物品出现破损,造成不小的损失,所以在运输的过程中会用到防震措施,但是却还是有一些列外的产品,比如,给水球墨铸铁管,给水球墨铸铁管具有很强的抗震性,减少人们在抗震措施中花费的金钱。给水球墨铸铁管还具有很强的耐磨性,在安装时不会出现破损,而且给水球墨铸铁管的弯曲度大,易安装。 给水球墨铸铁管是由球墨铸铁制成,球墨铸铁是由铁合成的金属,具有和钢材相同的特性,因此,球墨铸铁具有韧性和延展性,对于一些要求很高的机械零件中可以投入球墨铸铁的使用,能够机械的运作的功能和机械的使用寿命,球墨铸铁具有抗腐蚀性,能够在潮湿的环境中不被腐蚀。但是,为了增强球墨铸铁制成的给水球墨铸铁管在酸碱的环境中不被腐蚀,会将给水球墨铸铁管涂层。 给水球墨铸铁管现在已经大批量运用在市政运输水汽石油等材料,为资源缺乏的地区提供了便利,也为我们 的发展提供了很好的方法。给水球墨铸铁管,的运输管道。 但是正是因为给水球墨铸铁管是用来长距离的运输我们生活必须的资源,所以对于给水球墨铸铁管的质量是要求很是高的,因为一旦因为质量问题导致了给水球墨铸铁管泄漏,将会浪费很多的资源,并且要想修补的话将会是一个很大的工程,很不方便,所以这就要求我们在使用之前一定要仔细的检查给水球墨铸铁管是否有缺漏,在选购的时候一定要仔细的考察公司资质和产品质量,如果您有需要的话可以找我们,我们在生产和制造的过程中一直都是严格的按照施工要求和标准来实施的,所以您打可以放心的进行购买和使用。


君杰钢管有限公司位于开发区大东钢管市场武夷山路,是一家集生产、售后服务于一体的公司。目前公司主要产品有 江西南昌K8级球墨铸铁管,产品品种质量均处于同行业优良水平,广泛应用于各大企业。产品质量良好,多年来和多家企业进行多次合作,我们可以根据客户的具体要求定制生产,满足不同的客户需求。公司自成立以来,在多年的发展过程,和多家企业和公司进行了亲密的合作和周到的售后服务。我们将本着“信守合同,价格适宜”的宗旨,竭诚为广大用户服务。我们将以新的机制、新的起点,继续致力于 江西南昌K8级球墨铸铁管产品的生产,努力提高公司的素质,增强市场竞争能力,争取在本行业中立于有利之地。诚挚欢迎朋友来电来函增进友谊,洽谈业务。我们愿与您一起共创辉煌的未来!




盖包处理法大大减少了处理时的烟光污染,是一种节省球化剂保证球化质量的简便工艺,值得推广。在钢液喂丝技术的启发下,喂丝球化经过试验已成功用于新兴铸管公司等企业。喂丝球化是由喂丝机将合金包芯线连续不断地向浇包底部送进,进行球化处理的一种工艺。该工艺可控制残余镁量,具有一高三少即球化质量高渣量少温降少污染少的特点。包芯线外皮为0mm厚的冷轧钢皮,芯材一般为含Mg~0%,并有CaBa(RE等的复合成分。喂丝法成本比冲入法低0~0%,对大批量生产的铸管厂汽车铸造厂等很有吸引力。目前,国内已有多家单位能成套供应喂丝机和包芯线,包芯线分球化蠕化孕育脱硫增碳和合金化等多个品种。 型内球化是在浇道内设一反应室,铁液边流过边发生球化反应。型内球化劳动条件好,氧化损失少,Mg吸收率高达0%,克服了球化衰退与孕育衰退,提高了球铁性能。型内球化对铁液硫量要求严格,铸件的工艺出品率低。七十年代国内曾有应用,现已不见于生产。 孕育,孕育是铸铁质量的重要环节。经过十多年的努力,我国孕育剂基本实现了系列化和商品化。时下,国内孕育剂主要是硅系和碳硅系。硅系孕育剂熔点低,适合于碳高碳低,硫高硫低的各种铁液,应用广。特殊硅铁的孕育作用强,用量少,引起铁液化学成分的波动小,铸铁质量稳定。覆盖面大的首推FeSi-Ba-Ca,它明显增加共晶团数,抑制灰铁中的DE型石墨而促进A型石墨的形成,提高球化级别,Ba,尤其是BaCa共存时,抗衰退性好。FeSi-Sr是薄壁发动机零件适用的孕育剂,有很的防白口能力,而不明显增加共晶团数,因此可根除因缩松而招致渗漏的弊病。球铁生产中,由于Ce的存在,Sr的孕育效果受到削弱。含Zr硅铁有类似于含Ba硅铁的作用,而表现得较弱。但Zr有除气功能和微合金化作用,对铸铁的力学性能起稳定作用。含Zr硅铁的熔点高,故常Zr-Mn共存,以降低其熔点。高Ca的孕育剂,如CaSi,兼有脱硫脱氧和防白口及增加石墨核的作用,在二十世纪五六十年代多有使用,后来由于焦碳和铁液质量的改善,CaSi已很少单独使用,偶见于与FeSi或FeSiRE复合使用。碳硅孕育剂中的碳(石墨使这种孕育剂有十分的防止白口能力。对由高温铁液生产边角多壁厚较薄的灰铁件时,较为适用。水压薄壁件,有防渗漏要求时,亦可作为选项。球铁生产中,碳硅孕育剂不应使用。 出铁槽大剂量孕育由各种形式的后孕育所替代是孕育方法发展的大趋势。后孕育要讲究孕育剂的粒度大小和粒度均匀性,特别是包口随流孕育和浇注流喷射孕育时,粒度偏大,熔吸不良将在铸件中产生硬点晶间夹杂物等缺陷。当采用孕育剂时,切忌孕育过量以防缩孔气孔和石墨偏聚现象的发生。 型内孕育有多种方法,目前大多采用的是将块状孕育剂放在直浇道底部进行过流孕育,这种方法抓住了孕育的形核峰机,理论上可获得 的孕育效果。